



Autodesk Fusion 360 - kącik porad
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 96
- Posty: 16351
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Autodesk Fusion 360 - kącik porad
Teraz jasne. W mastercamie to chyba było zaznaczanie wszystkich powierzchni na określonej głębokości, w fusionie tego nie widziałem.
Tagi:


-
cosmonet
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 16
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Re: Autodesk Fusion 360 - kącik porad
Ja trochę w Fusion pracuję (wcześniej także w Inventorze), NIE ma takiej opcji lub jej nie znalazłem, ale NIE ma. I pewnie długo nie będzie jak nie mogą poradzić sobie z banalną rzeczą jaką jest rysunek 2D z bryły 3D. W Inventorze to było miodzio tutaj trochę jak rozbudowany Paint.
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 16351
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Autodesk Fusion 360 - kącik porad
Dobrzy koledzy udostępnili 
Dla potrzebujących
Dla potrzebujących
Kod: Zaznacz cały
/**
Copyright (C) 2012-2015 by Autodesk, Inc.
All rights reserved.
LinuxCNC (EMC2) post processor configuration for plasma.
$Revision: 41601 2e6200651f01fad70bd72491303b9729cd57fc6e $
$Date: 2018-03-01 05:36:56 $
FORKID {N/A}
*/
description = "LinuxCNC (EMC2) Plasma";
vendor = "LinuxCNC";
vendorUrl = "http://www.linuxcnc.org";
legal = "Copyright (C) 2012-2018 by Autodesk, Inc.";
certificationLevel = 2;
minimumRevision = 24000;
longDescription = "Generic post for LinuxCNC (EMC2) plasma cutters.";
extension = "ngc";
setCodePage("ascii");
capabilities = CAPABILITY_JET;
tolerance = spatial(0.002, MM);
minimumChordLength = spatial(0.01, MM);
minimumCircularRadius = spatial(0.01, MM);
maximumCircularRadius = spatial(1000, MM);
minimumCircularSweep = toRad(0.01);
maximumCircularSweep = toRad(180);
allowHelicalMoves = false; // for milling
allowedCircularPlanes = undefined; // allow any circular motion
// user-defined properties
properties = {
writeMachine: true, // write machine.
showSequenceNumbers: true, // show sequence numbers.
sequenceNumberStart: 10, // first sequence number.
sequenceNumberIncrement: 1, // increment for sequence numbers.
separateWordsWithSpace: true, // specifies that the words should be separated with a white space.
useRadius: false, // specifies that arcs should be output using the radius (R word) instead of the I, J, and K words.
dwellInSeconds: true, // specifies the dwell unit - use true:seconds and false:milliseconds.
useZ: true, // disable to output only XY motion.
useWorkOffsets: true, // enable to output G54, ... work offsets.
useCoolant: false, // enable to output coolant M-codes. E.g. M9.
useTool: false, // enable to output tool calls. E.g. T1.
useM30: true // enable to output M30 for program end.
};
// user-defined property definitions
propertyDefinitions = {
writeMachine: {title:"Write machine", description:"Output the machine settings in the header of the code.", group:0, type:"boolean"},
showSequenceNumbers: {title:"Use sequence numbers", description:"Use sequence numbers for each block of outputted code.", group:1, type:"boolean"},
sequenceNumberStart: {title:"Start sequence number", description:"The number at which to start the sequence numbers.", group:1, type:"integer"},
sequenceNumberIncrement: {title:"Sequence number increment", description:"The amount by which the sequence number is incremented by in each block.", group:1, type:"integer"},
separateWordsWithSpace: {title:"Separate words with space", description:"Adds spaces between words if 'yes' is selected.", type:"boolean"},
useRadius: {title:"Radius arcs", description:"If yes is selected, arcs are outputted using radius values rather than IJK.", type:"boolean"},
dwellInSeconds: {title:"Dwell in seconds", description:"Specifies the unit for dwelling, set to 'Yes' for seconds and 'No' for milliseconds.", type:"boolean"},
useZ: {title:"Use Z Values", description:"If disabled, all Z values are ommited.", type:"boolean"},
useWorkOffsets: {title:"Use work offsets", description:"Enable to allow the use of work offsets.", type:"boolean"},
useCoolant: {title:"Use coolant", description:"Enable to ouput coolant commands.", type:"boolean"},
useTool: {title:"Use tool", description:"Enable to ouptut tool calls. E.g. T1.", type:"boolean"},
useM30: {title:"Use M30", description:"Enable to output M30 for program end.", type:"boolean"}
};
var mapCoolantTable = new Table(
[9, 8, 7],
{initial:COOLANT_OFF, force:true},
"Invalid coolant mode"
);
var gFormat = createFormat({prefix:"G", decimals:1});
var mFormat = createFormat({prefix:"M", decimals:0});
var hFormat = createFormat({prefix:"H", decimals:0});
var dFormat = createFormat({prefix:"D", decimals:0});
var xyzFormat = createFormat({decimals:(unit == MM ? 3 : 4), forceDecimal:true, force:false});
var rFormat = xyzFormat; // radius
var feedFormat = createFormat({decimals:(unit == MM ? 1 : 2), forceDecimal:true});
var toolFormat = createFormat({decimals:0});
var rpmFormat = createFormat({decimals:0});
var secFormat = createFormat({decimals:3, forceDecimal:true}); // seconds - range 0.001-99999.999
var milliFormat = createFormat({decimals:0}); // milliseconds // range 1-9999
var xOutput = createVariable({prefix:"X", force:false}, xyzFormat);
var yOutput = createVariable({prefix:"Y", force:false}, xyzFormat);
var zOutput = createVariable({prefix:"Z", force:false}, xyzFormat);
var feedOutput = createVariable({prefix:"F"}, feedFormat);
var sOutput = createVariable({prefix:"S", force:true}, rpmFormat);
// circular output
var iOutput = createReferenceVariable({prefix:"I", force:true}, xyzFormat);
var jOutput = createReferenceVariable({prefix:"J", force:true}, xyzFormat);
var kOutput = createReferenceVariable({prefix:"K", force:true}, xyzFormat);
var gMotionModal = createModal({force:false}, gFormat); // modal group 1 // G0-G3
var gPlaneModal = createModal({onchange:function () {gMotionModal.reset();}}, gFormat); // modal group 2 // G17-19
var gAbsIncModal = createModal({}, gFormat); // modal group 3 // G90-91
var gUnitModal = createModal({}, gFormat); // modal group 6 // G20-21 or G70-71
var gCycleModal = createModal({}, gFormat); // modal group 9 // G81, ...
var gRetractModal = createModal({}, gFormat); // modal group 10 // G98-99
var WARNING_WORK_OFFSET = 0;
// collected state
var sequenceNumber;
var currentWorkOffset;
/**
Writes the specified block.
*/
function writeBlock() {
if (properties.showSequenceNumbers) {
writeWords2("N" + (sequenceNumber % 100000), arguments);
sequenceNumber += properties.sequenceNumberIncrement;
} else {
writeWords(arguments);
}
}
/**
Writes the specified optional block.
*/
function writeOptionalBlock() {
if (properties.showSequenceNumbers) {
var words = formatWords(arguments);
if (words) {
writeWords("/", "N" + (sequenceNumber % 10000), words);
sequenceNumber += properties.sequenceNumberIncrement;
if (sequenceNumber >= 10000) {
sequenceNumber = properties.sequenceNumberStart;
}
}
} else {
writeWords2("/", arguments);
}
}
function formatComment(text) {
return "(" + String(text).replace(/[\(\)]/g, "") + ")";
}
/**
Output a comment.
*/
function writeComment(text) {
writeln(formatComment(text));
}
function onOpen() {
if (properties.useRadius) {
maximumCircularSweep = toRad(90); // avoid potential center calculation errors for CNC
}
if (!properties.useZ) {
zOutput.disable();
}
if (!properties.separateWordsWithSpace) {
setWordSeparator("");
}
sequenceNumber = properties.sequenceNumberStart;
writeln("%");
writeln("S1000");
if (programComment) {
writeComment(programComment);
}
// dump machine configuration
var vendor = machineConfiguration.getVendor();
var model = machineConfiguration.getModel();
var description = machineConfiguration.getDescription();
if (properties.writeMachine && (vendor || model || description)) {
writeComment(localize("Machine"));
if (vendor) {
writeComment(" " + localize("vendor") + ": " + vendor);
}
if (model) {
writeComment(" " + localize("model") + ": " + model);
}
if (description) {
writeComment(" " + localize("description") + ": " + description);
}
}
switch (unit) {
case IN:
writeBlock(gUnitModal.format(20)); // or use M20
break;
case MM:
writeBlock(gUnitModal.format(21)); // or use M21
break;
}
if ((getNumberOfSections() > 0) && (getSection(0).workOffset == 0)) {
for (var i = 0; i < getNumberOfSections(); ++i) {
if (getSection(i).workOffset > 0) {
error(localize("Using multiple work offsets is not possible if the initial work offset is 0."));
return;
}
}
}
// absolute coordinates
if (properties.useZ) {
writeBlock(gAbsIncModal.format(90), conditional(properties.useZ, gPlaneModal.format(17)));
} else {
writeBlock(gAbsIncModal.format(90));
}
}
function onComment(message) {
writeComment(message);
}
/** Force output of X, Y, and Z. */
function forceXYZ() {
xOutput.reset();
yOutput.reset();
}
/** Force output of X, Y, Z, and F on next output. */
function forceAny() {
forceXYZ();
feedOutput.reset();
}
function onSection() {
var insertToolCall = isFirstSection() ||
currentSection.getForceToolChange && currentSection.getForceToolChange() ||
(tool.number != getPreviousSection().getTool().number);
var retracted = false; // specifies that the tool has been retracted to the safe plane
var newWorkOffset = isFirstSection() ||
(getPreviousSection().workOffset != currentSection.workOffset); // work offset changes
var newWorkPlane = isFirstSection() ||
!isSameDirection(getPreviousSection().getGlobalFinalToolAxis(), currentSection.getGlobalInitialToolAxis());
if (insertToolCall || newWorkOffset || newWorkPlane) {
// stop spindle before retract during tool change
if (insertToolCall && !isFirstSection()) {
onCommand(COMMAND_STOP_SPINDLE);
}
// retract to safe plane
if (properties.useZ) {
retracted = true;
writeBlock(gFormat.format(28), gAbsIncModal.format(91), "Z" + xyzFormat.format(0)); // retract
writeBlock(gAbsIncModal.format(90));
zOutput.reset();
}
}
writeln("");
if (hasParameter("operation-comment")) {
var comment = getParameter("operation-comment");
if (comment) {
writeComment(comment);
}
}
if (properties.useTool) {
if (currentSection.type == TYPE_JET) {
switch (tool.type) {
case TOOL_PLASMA_CUTTER:
break;
/*
case TOOL_MARKER:
break;
*/
default:
error(localize("The CNC does not support the required tool/process. Only plasma cutting is supported."));
return;
}
switch (currentSection.jetMode) {
case JET_MODE_THROUGH:
break;
case JET_MODE_ETCHING:
break;
case JET_MODE_VAPORIZE:
error(localize("Vaporize cutting mode is not supported."));
break;
default:
error(localize("Unsupported cutting mode."));
return;
}
var toolNumber = 1; // plasma
if (currentSection.jetMode == JET_MODE_ETCHING) {
toolNumber = 2; // marker
}
writeBlock(mFormat.format(6), "T" + toolFormat.format(toolNumber));
} else {
writeBlock(mFormat.format(6), "T" + toolFormat.format(tool.number));
}
}
if (tool.comment) {
writeComment(tool.comment);
}
if ((currentSection.type == TYPE_MILLING) &&
(insertToolCall ||
isFirstSection() ||
(rpmFormat.areDifferent(tool.spindleRPM, sOutput.getCurrent())) ||
(tool.clockwise != getPreviousSection().getTool().clockwise))) {
if (tool.spindleRPM < 1) {
error(localize("Spindle speed out of range."));
}
if (tool.spindleRPM > 99999) {
warning(localize("Spindle speed exceeds maximum value."));
}
writeBlock(
sOutput.format(tool.spindleRPM), mFormat.format(tool.clockwise ? 3 : 4)
);
}
// wcs
if (properties.useWorkOffsets) {
if (insertToolCall) { // force work offset when changing tool
currentWorkOffset = undefined;
}
var workOffset = currentSection.workOffset;
if (workOffset == 0) {
warningOnce(localize("Work offset has not been specified. Using G54 as WCS."), WARNING_WORK_OFFSET);
workOffset = 1;
}
if (workOffset > 0) {
if (workOffset > 6) {
var p = workOffset - 6; // 1->...
if (p > 100) {
error(localize("Work offset out of range."));
} else {
if (workOffset != currentWorkOffset) {
writeBlock(gFormat.format(54.1), "P" + p); // G54.1P
currentWorkOffset = workOffset;
}
}
} else {
if (workOffset != currentWorkOffset) {
writeBlock(gFormat.format(53 + workOffset)); // G54->G59
currentWorkOffset = workOffset;
}
}
}
}
{ // pure 3D
var remaining = currentSection.workPlane;
if (!isSameDirection(remaining.forward, new Vector(0, 0, 1))) {
error(localize("Tool orientation is not supported."));
return;
}
setRotation(remaining);
}
// set coolant after we have positioned at Z
if (properties.useCoolant) {
var c = mapCoolantTable.lookup(tool.coolant);
if (c) {
writeBlock(mFormat.format(c));
} else {
warning(localize("Coolant not supported."));
}
}
forceAny();
var initialPosition = getFramePosition(currentSection.getInitialPosition());
if (!retracted && properties.useZ) {
if (getCurrentPosition().z < initialPosition.z) {
writeBlock(gMotionModal.format(0), zOutput.format(initialPosition.z));
}
}
gMotionModal.reset();
if (true) {
gMotionModal.reset();
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)));
if (properties.useZ) {
writeBlock(
gAbsIncModal.format(90),
gMotionModal.format(0), gFormat.format(43),
xOutput.format(initialPosition.x), yOutput.format(initialPosition.y), zOutput.format(initialPosition.z),
hFormat.format(tool.lengthOffset)
);
} else {
writeBlock(
gAbsIncModal.format(90),
gMotionModal.format(0),
xOutput.format(initialPosition.x), yOutput.format(initialPosition.y)
);
}
} else {
writeBlock(
gAbsIncModal.format(90),
gMotionModal.format(0),
xOutput.format(initialPosition.x),
yOutput.format(initialPosition.y),
zOutput.format(initialPosition.z)
);
}
writeBlock(
gAbsIncModal.format(90),
gMotionModal.format(0),
xOutput.format(initialPosition.x), yOutput.format(initialPosition.y), zOutput.format(initialPosition.z)
);
// could use G31 Zz Ii Ss Cc Ff for seek sensing
}
function onDwell(seconds) {
if (seconds > 99999.999) {
warning(localize("Dwelling time is out of range."));
}
if (properties.dwellInSeconds) {
writeBlock(gFormat.format(4), "X" + secFormat.format(seconds));
} else {
// P unit is setting in control!
var milliseconds = clamp(1, seconds * 1000, 99999999);
writeBlock(gFormat.format(4), "P" + milliFormat.format(milliseconds));
}
}
function onSpindleSpeed(spindleSpeed) {
writeBlock(sOutput.format(spindleSpeed));
}
function onCycle() {
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)));
}
function getCommonCycle(x, y, z, r) {
forceXYZ();
return [xOutput.format(x), yOutput.format(y),
zOutput.format(z),
"R" + xyzFormat.format(r)];
}
function onCyclePoint(x, y, z) {
if (!properties.useZ) {
error(localize("Z must be enabled by setting the 'useZ' property to use drilling cycles."));
return;
}
if (isFirstCyclePoint()) {
repositionToCycleClearance(cycle, x, y, z);
// return to initial Z which is clearance plane and set absolute mode
var F = cycle.feedrate;
var P = (cycle.dwell == 0) ? 0 : clamp(1, cycle.dwell * 1000, 99999); // in milliseconds
switch (cycleType) {
case "drilling":
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(81),
getCommonCycle(x, y, z, cycle.retract),
feedOutput.format(F)
);
break;
case "counter-boring":
if (P > 0) {
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(82),
getCommonCycle(x, y, z, cycle.retract),
"P" + milliFormat.format(P),
feedOutput.format(F)
);
} else {
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(81),
getCommonCycle(x, y, z, cycle.retract),
feedOutput.format(F)
);
}
break;
case "chip-breaking":
expandCyclePoint(x, y, z);
break;
case "deep-drilling":
if (P > 0) {
expandCyclePoint(x, y, z);
} else {
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(83),
getCommonCycle(x, y, z, cycle.retract),
"Q" + xyzFormat.format(cycle.incrementalDepth),
feedOutput.format(F)
);
}
break;
case "fine-boring": // not supported
expandCyclePoint(x, y, z);
break;
case "reaming":
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(85),
getCommonCycle(x, y, z, cycle.retract),
feedOutput.format(F)
);
break;
case "boring":
if (P > 0) {
expandCyclePoint(x, y, z);
} else {
writeBlock(
gRetractModal.format(98), gAbsIncModal.format(90), gCycleModal.format(85),
getCommonCycle(x, y, z, cycle.retract),
feedOutput.format(F)
);
}
break;
default:
expandCyclePoint(x, y, z);
}
} else {
if (cycleExpanded) {
expandCyclePoint(x, y, z);
} else {
var _x = xOutput.format(x);
var _y = yOutput.format(y);
if (!_x && !_y) {
xOutput.reset(); // at least one axis is required
_x = xOutput.format(x);
}
writeBlock(_x, _y);
}
}
}
function onCycleEnd() {
if (!cycleExpanded) {
writeBlock(gCycleModal.format(80));
zOutput.reset();
}
}
var pendingRadiusCompensation = -1;
function onRadiusCompensation() {
pendingRadiusCompensation = radiusCompensation;
}
var shapeArea = 0;
var shapePerimeter = 0;
var shapeSide = "inner";
var cuttingSequence = "";
function onParameter(name, value) {
if ((name == "action") && (value == "pierce")) {
// add delay if desired
} else if (name == "shapeArea") {
shapeArea = value;
} else if (name == "shapePerimeter") {
shapePerimeter = value;
} else if (name == "shapeSide") {
shapeSide = value;
} else if (name == "beginSequence") {
if (value == "piercing") {
if (cuttingSequence != "piercing") {
if (properties.allowHeadSwitches) {
// Allow head to be switched here
// writeBlock(mFormat.format(0), '"Switch head for piercing."');
}
}
} else if (value == "cutting") {
if (cuttingSequence == "piercing") {
if (properties.allowHeadSwitches) {
// Allow head to be switched here
// writeBlock(mFormat.format(0), '"Switch head for cutting."');
}
}
}
cuttingSequence = value;
}
}
function onPower(power) {
writeBlock(mFormat.format(power ? 3 : 5)); // plasma on/off
writeBlock(gFormat.format(04), "P 0.5"); // pause for plasma to start
}
function onRapid(_x, _y, _z) {
// manual states linear interpolation - so not dog-leg motion expected
// at least one axis is required
if (pendingRadiusCompensation >= 0) {
// ensure that we end at desired position when compensation is turned off
xOutput.reset();
yOutput.reset();
}
var x = xOutput.format(_x);
var y = yOutput.format(_y);
var z = zOutput.format(_z);
if (x || y || z) {
if (pendingRadiusCompensation >= 0) {
pendingRadiusCompensation = -1;
var toolNumber = tool.number;
if (currentSection.type == TYPE_JET) {
toolNumber = 1; // plasma
if (currentSection.jetMode == JET_MODE_ETCHING) {
toolNumber = 2; // marker
}
}
switch (radiusCompensation) {
case RADIUS_COMPENSATION_LEFT:
writeBlock(gFormat.format(41), dFormat.format(toolNumber));
break;
case RADIUS_COMPENSATION_RIGHT:
writeBlock(gFormat.format(42), dFormat.format(toolNumber));
break;
default:
writeBlock(gFormat.format(40));
}
}
writeBlock(gMotionModal.format(0), x, y, z);
feedOutput.reset();
}
}
function onLinear(_x, _y, _z, feed) {
// at least one axis is required
if (pendingRadiusCompensation >= 0) {
// ensure that we end at desired position when compensation is turned off
xOutput.reset();
yOutput.reset();
}
var x = xOutput.format(_x);
var y = yOutput.format(_y);
var z = zOutput.format(_z);
var f = feedOutput.format(feed);
if (x || y || z) {
if (pendingRadiusCompensation >= 0) {
pendingRadiusCompensation = -1;
var toolNumber = tool.number;
if (currentSection.type == TYPE_JET) {
toolNumber = 1; // plasma
if (currentSection.jetMode == JET_MODE_ETCHING) {
toolNumber = 2; // marker
}
}
switch (radiusCompensation) {
case RADIUS_COMPENSATION_LEFT:
writeBlock(gFormat.format(41), dFormat.format(toolNumber));
break;
case RADIUS_COMPENSATION_RIGHT:
writeBlock(gFormat.format(42), dFormat.format(toolNumber));
break;
default:
}
}
writeBlock(gMotionModal.format(1), x, y, z, f);
} else if (f) {
if (getNextRecord().isMotion()) { // try not to output feed without motion
feedOutput.reset(); // force feed on next line
} else {
writeBlock(gMotionModal.format(1), f);
}
}
}
function onRapid5D(_x, _y, _z, _a, _b, _c) {
error(localize("The CNC does not support 5-axis simultaneous toolpath."));
}
function onLinear5D(_x, _y, _z, _a, _b, _c, feed) {
error(localize("The CNC does not support 5-axis simultaneous toolpath."));
}
function onCircular(clockwise, cx, cy, cz, x, y, z, feed) {
// one of X/Y and I/J are required and likewise
if (pendingRadiusCompensation >= 0) {
error(localize("Radius compensation cannot be activated/deactivated for a circular move."));
return;
}
var start = getCurrentPosition();
if (isFullCircle()) {
if (properties.useRadius || isHelical()) { // radius mode does not support full arcs
linearize(tolerance);
return;
}
switch (getCircularPlane()) {
case PLANE_XY:
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), iOutput.format(cx - start.x, 0), jOutput.format(cy - start.y, 0), feedOutput.format(feed));
break;
case PLANE_ZX:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(18)), gMotionModal.format(clockwise ? 2 : 3), zOutput.format(z), iOutput.format(cx - start.x, 0), kOutput.format(cz - start.z, 0), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
case PLANE_YZ:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(19)), gMotionModal.format(clockwise ? 2 : 3), yOutput.format(y), jOutput.format(cy - start.y, 0), kOutput.format(cz - start.z, 0), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
default:
linearize(tolerance);
}
} else if (!properties.useRadius) {
switch (getCircularPlane()) {
case PLANE_XY:
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), zOutput.format(z), iOutput.format(cx - start.x, 0), jOutput.format(cy - start.y, 0), feedOutput.format(feed));
break;
case PLANE_ZX:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(18)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), zOutput.format(z), iOutput.format(cx - start.x, 0), kOutput.format(cz - start.z, 0), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
case PLANE_YZ:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(19)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), zOutput.format(z), jOutput.format(cy - start.y, 0), kOutput.format(cz - start.z, 0), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
default:
linearize(tolerance);
}
} else { // use radius mode
var r = getCircularRadius();
if (toDeg(getCircularSweep()) > 180) {
r = -r; // allow up to <360 deg arcs
}
switch (getCircularPlane()) {
case PLANE_XY:
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), "R" + rFormat.format(r), feedOutput.format(feed));
break;
case PLANE_ZX:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(18)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), zOutput.format(z), "R" + rFormat.format(r), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
case PLANE_YZ:
if (properties.useZ) {
writeBlock(conditional(properties.useZ, gPlaneModal.format(19)), gMotionModal.format(clockwise ? 2 : 3), xOutput.format(x), yOutput.format(y), zOutput.format(z), "R" + rFormat.format(r), feedOutput.format(feed));
} else {
linearize(tolerance);
}
break;
default:
linearize(tolerance);
}
}
}
var mapCommand = {
COMMAND_STOP:0,
COMMAND_OPTIONAL_STOP:1,
COMMAND_SPINDLE_CLOCKWISE:3,
COMMAND_SPINDLE_COUNTERCLOCKWISE:4,
COMMAND_STOP_SPINDLE:5,
COMMAND_COOLANT_ON:8,
COMMAND_COOLANT_OFF:9
};
function onCommand(command) {
switch (command) {
case COMMAND_START_SPINDLE:
onCommand(tool.clockwise ? COMMAND_SPINDLE_CLOCKWISE : COMMAND_SPINDLE_COUNTERCLOCKWISE);
return;
case COMMAND_POWER_ON:
return;
case COMMAND_POWER_OFF:
return;
case COMMAND_LOCK_MULTI_AXIS:
return;
case COMMAND_UNLOCK_MULTI_AXIS:
return;
case COMMAND_BREAK_CONTROL:
return;
case COMMAND_TOOL_MEASURE:
return;
}
var stringId = getCommandStringId(command);
var mcode = mapCommand[stringId];
if (mcode != undefined) {
writeBlock(mFormat.format(mcode));
} else {
onUnsupportedCommand(command);
}
}
function onSectionEnd() {
writeBlock(conditional(properties.useZ, gPlaneModal.format(17)));
forceAny();
}
function onClose() {
if (properties.useZ || properties.useM30) {
writeln("");
}
if (properties.useZ) {
writeBlock(gFormat.format(28), gAbsIncModal.format(91), "Z" + xyzFormat.format(0)); // retract
writeBlock(gAbsIncModal.format(90));
zOutput.reset();
}
if (properties.useZ) {
writeBlock(gFormat.format(28)); // move to reference point #1 - tool change position by default
}
if (properties.useM30) {
writeBlock(mFormat.format(30));
}
writeln("%");
] -
BRSN
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 35
- Rejestracja: 07 sty 2020, 13:07
- Lokalizacja: Piotrków Trybunalski
Re: Autodesk Fusion 360 - kącik porad
Możliwe że był tutaj poruszany ten temat. Mam problem z generowaniem jak chcę zrobić operacje w osi A. Przy generowaniu kodu wyskakuje błąd tool orientation is not supported. Próbowałem generować to różnymi postprocesorami ale wszędzie jest to samo. Zaznaczyłem opcje tool orientation w zakładce geometrii i przy generowaniu też zaznaczyłem rotate A-axis the opposite direction. Nie wiem co robię nie tak  jakieś pomysły. Coś czytałem o pliku CPS ale nie bardzo się orientuję o co tam chodzi i jeśli przez to mi nie generuje to czy ktoś mógłby mi przybliżyć temat. Dzięki za odpowiedzi.
jakieś pomysły. Coś czytałem o pliku CPS ale nie bardzo się orientuję o co tam chodzi i jeśli przez to mi nie generuje to czy ktoś mógłby mi przybliżyć temat. Dzięki za odpowiedzi.
 jakieś pomysły. Coś czytałem o pliku CPS ale nie bardzo się orientuję o co tam chodzi i jeśli przez to mi nie generuje to czy ktoś mógłby mi przybliżyć temat. Dzięki za odpowiedzi.
jakieś pomysły. Coś czytałem o pliku CPS ale nie bardzo się orientuję o co tam chodzi i jeśli przez to mi nie generuje to czy ktoś mógłby mi przybliżyć temat. Dzięki za odpowiedzi.-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 16351
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Autodesk Fusion 360 - kącik porad
Sprawdz, czy chodzą kody z tego tematu plazma-4-osie-na-linuxcnc-t103562-80.html
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Autodesk Fusion 360 - kącik porad
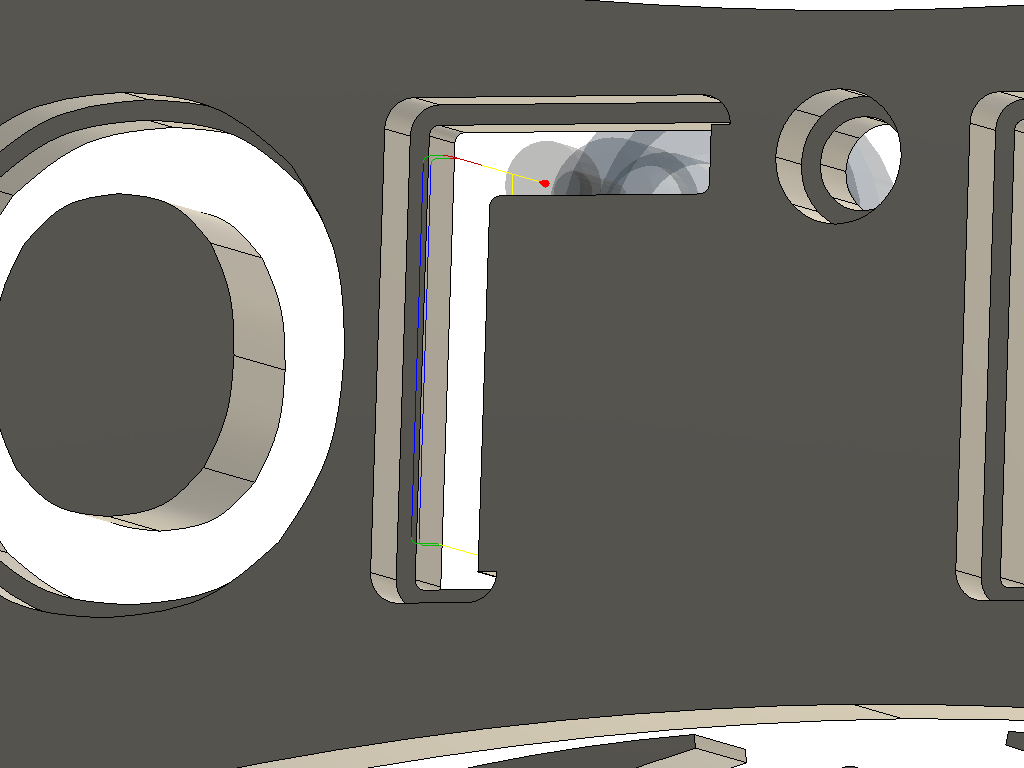
Mam problem w sekcji cam z konturem otwartym, mianowicie chce zrobić podcięcie "ala" offset od konturu wewnątrz materiału frezem typu T (tarczowym), jak przy zamkniętych to ładnie obrabia, to tu tylko nie pełny fragment zaznaczonego konturu.
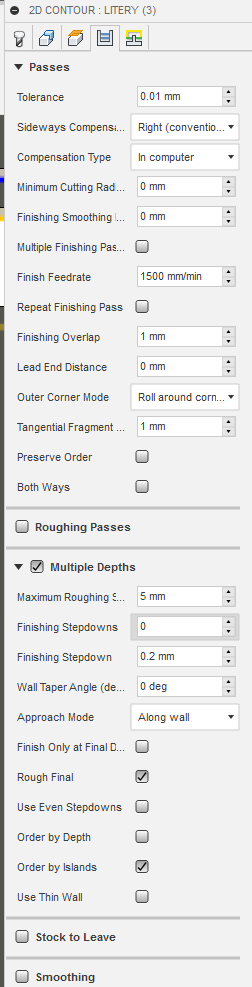
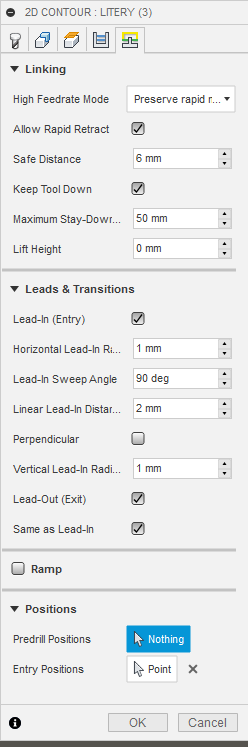
ustawienia:
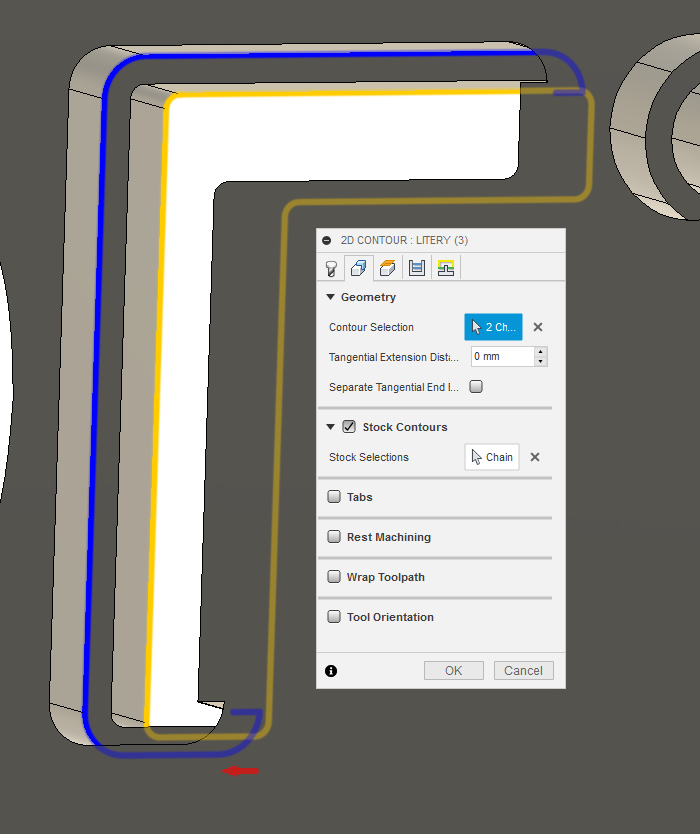
A czy to może mieć znaczenie ze średnica fraza jest większa od szerokości kanałka gdzie nie rysuje ścieżki?
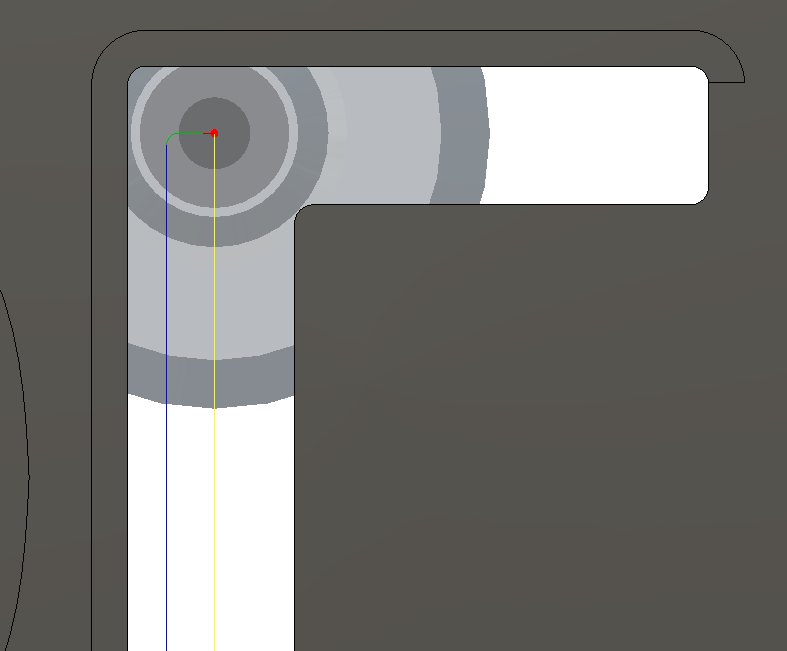
choć chyba nie bo innym mniejszym to samo rysuje:
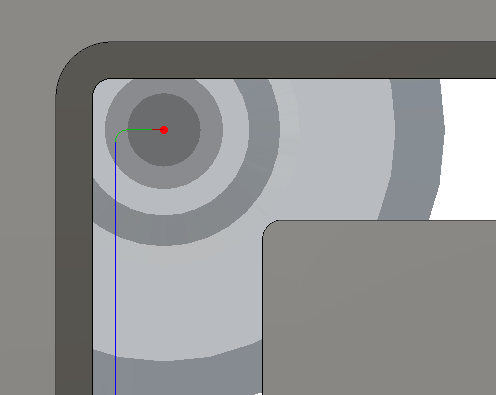
Jakieś pytania, sugestie?
ustawienia:
A czy to może mieć znaczenie ze średnica fraza jest większa od szerokości kanałka gdzie nie rysuje ścieżki?
choć chyba nie bo innym mniejszym to samo rysuje:
Jakieś pytania, sugestie?







