



Witam,
parę miesięcy temu kupiłem krawędziarkę amade ze sterowaniem delem da 56 i wszystko działa dobrze, tylko jak wpiszę w wartości R (odpowiadającej wysokości palców) wartość ujemną to maszyna jej nie przyjmuje - w trybie ręcznym. Jeżeli napiszę jakiś program i go skompiluje i maszyna sobie sama przyjmie wartości dla R to wtedy mogą być ujemne ale za to w trakcie programu jak ma się ustawić na to gięcie to się zawiesza. Wcześniej miałem problem z odpaleniem maszyny i może jakieś parametry poprzestawiałem tylko nie wiem co?
Pomocy.
Dodane 2 minuty 21 sekundy:
Dodam jeszcze że maszyna to Amada HFB 170/3.
A same palce fizycznie mają zakres ruchu w dół.
Amada sterowanie da 56
maszyna nie reaguje na wartość ujemne wys.palców


")
-
pawel1980
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 7
- Posty: 7
- Rejestracja: 12 gru 2022, 16:06
Re: Amada sterowanie da 56
prawdę mówiąc to wchodziłem ale do końca nie wiem gdzie, wybrałem 19 i kodem weszłem w ustawienia ale nie wiem co zmieniałem, wiesz może w którym miejscu ten parametr się znajduje?
-
pawel1980
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 12 gru 2022, 16:06
Re: Amada sterowanie da 56
Super że się zainteresowałeś tematem - bardzo Ci dziękuję.
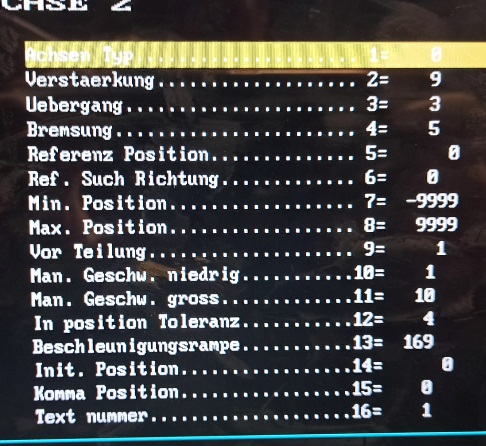
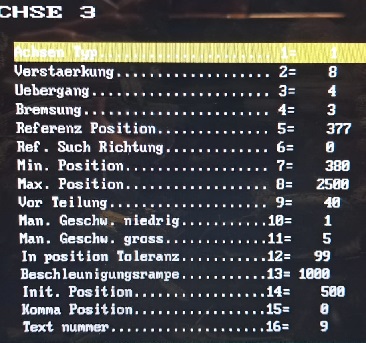
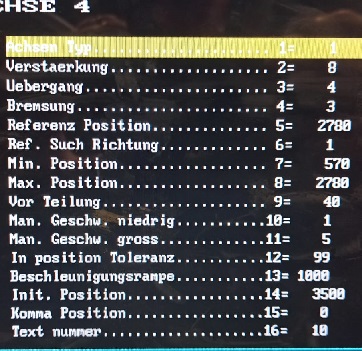
Trochę boję się coś zmieniać bo pamiętam że jak ktoś coś źle wpisał to przekosiło całą prowadnicę z palcami podczas bazowania, a jak dla mnie to te parametry na wszystkich stronach są podobne i nie wiem za co odpowiadają.
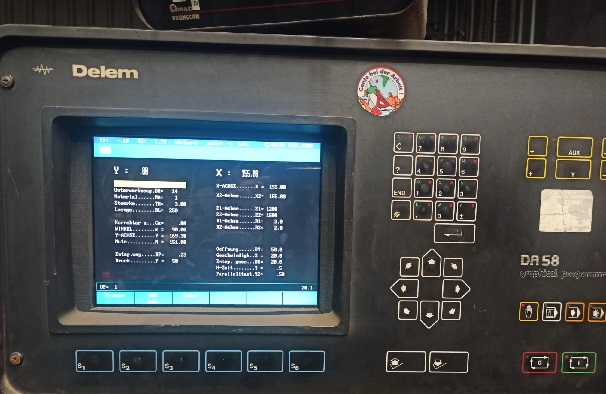
U mnie wygląda to tak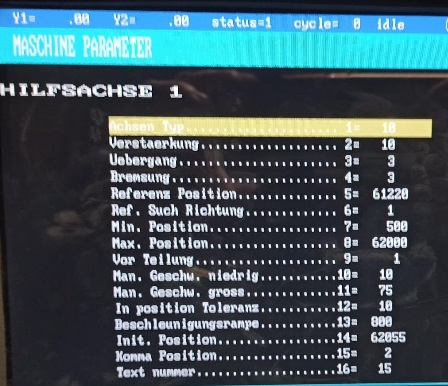
Dodane 5 minuty 54 sekundy:
i jeszcze strony 5, 6, 7.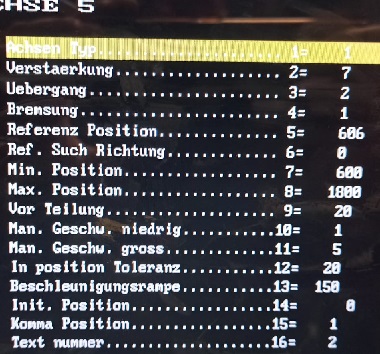
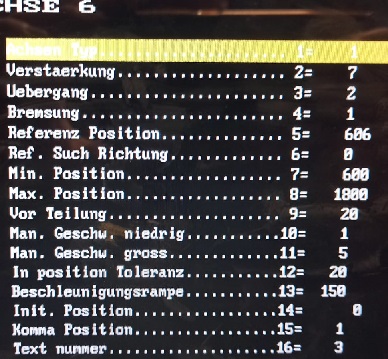
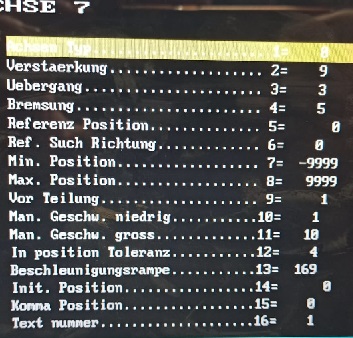
i jak wcześniej pisałem dla mnie to one są wszystkie podobne, a co jest co to już nie wiem.
z góry dziękuję za pomoc.
Trochę boję się coś zmieniać bo pamiętam że jak ktoś coś źle wpisał to przekosiło całą prowadnicę z palcami podczas bazowania, a jak dla mnie to te parametry na wszystkich stronach są podobne i nie wiem za co odpowiadają.
U mnie wygląda to tak
Dodane 5 minuty 54 sekundy:
i jeszcze strony 5, 6, 7.
i jak wcześniej pisałem dla mnie to one są wszystkie podobne, a co jest co to już nie wiem.
z góry dziękuję za pomoc.
- Załączniki
-


-
pawel1980
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 7
- Rejestracja: 12 gru 2022, 16:06
Re: Amada sterowanie da 56
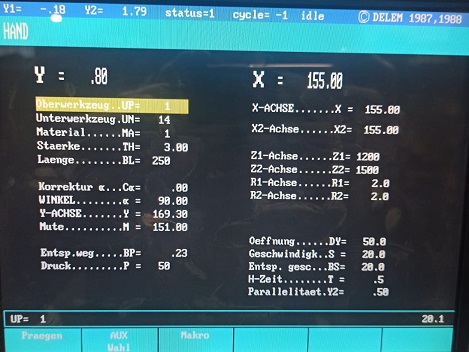
Cześć, sprawa wygląda tak że nie ma znaczenia jaką wysoką matrycę założę bo próbowałem najpierw z kostką wysoką na 60mm, mam jeszcze matryce wysokie na 80mm i 100mm, i jak załaduje matrycę do programu to bierze sobie zero dla danej matrycy i palce się ustawiają odpowiednio wysoko dla każdej z nich, jeżeli zrobię program w którym palce powinny zejść poniżej zera matrycy to po kompilacji na danym gięciu pojawią się wartości ujemne dla R1 i R2 tylko że w tym momencie maszyna nie chce się ustawić w danej pozycji i się zawiesza (gdzie fizycznie zakres jest). A jak w trybie ręcznym próbuję wpisać ujemną wartość to jej nie przyjmuje.
Dodane 44 minuty 13 sekundy:
to jeszcze raz.
tutaj mam listę matryc: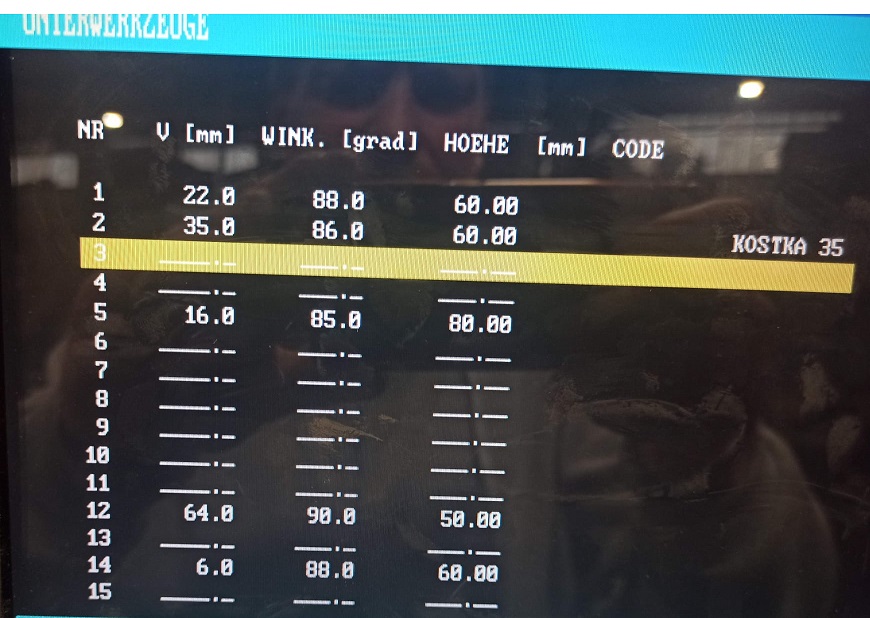
jak widać matryca na pozycji 5 jest wysoka na 80mm i ją wybrałem do programu
w pierwszym gięciu wszystko jest ok program działa maszyna zagina: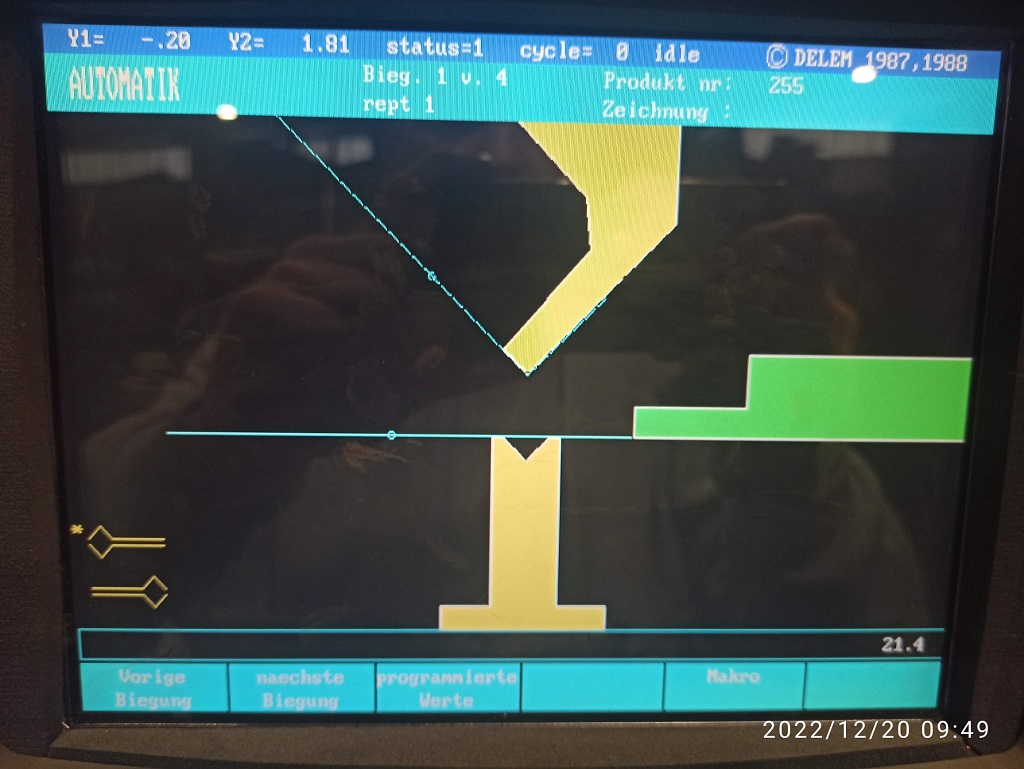
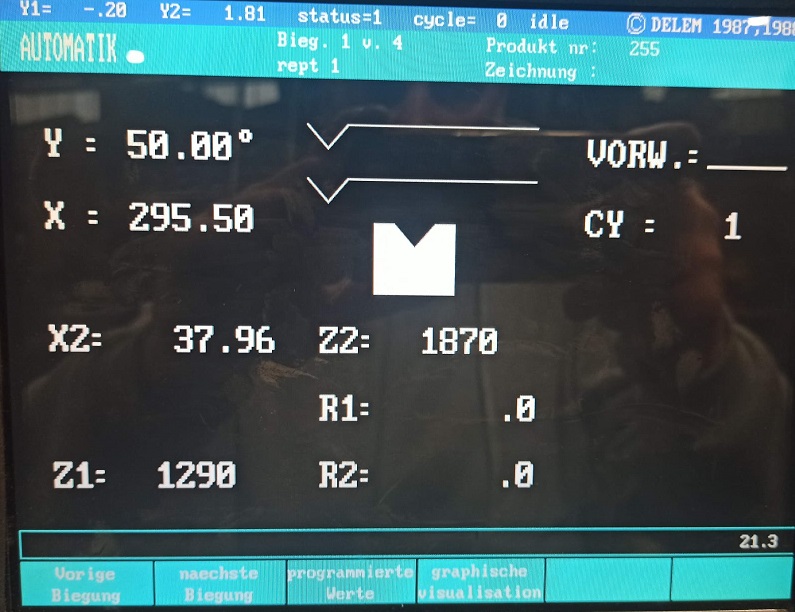
a jeżeli maszyna ma się ustawić na drugie gięcie to się zawiesza i palce nie idą o 10mm poniżej zera gdzie i tak są w tym momencie wyżej o 20mm niż bym użył matrycy wysokiej na 60mm: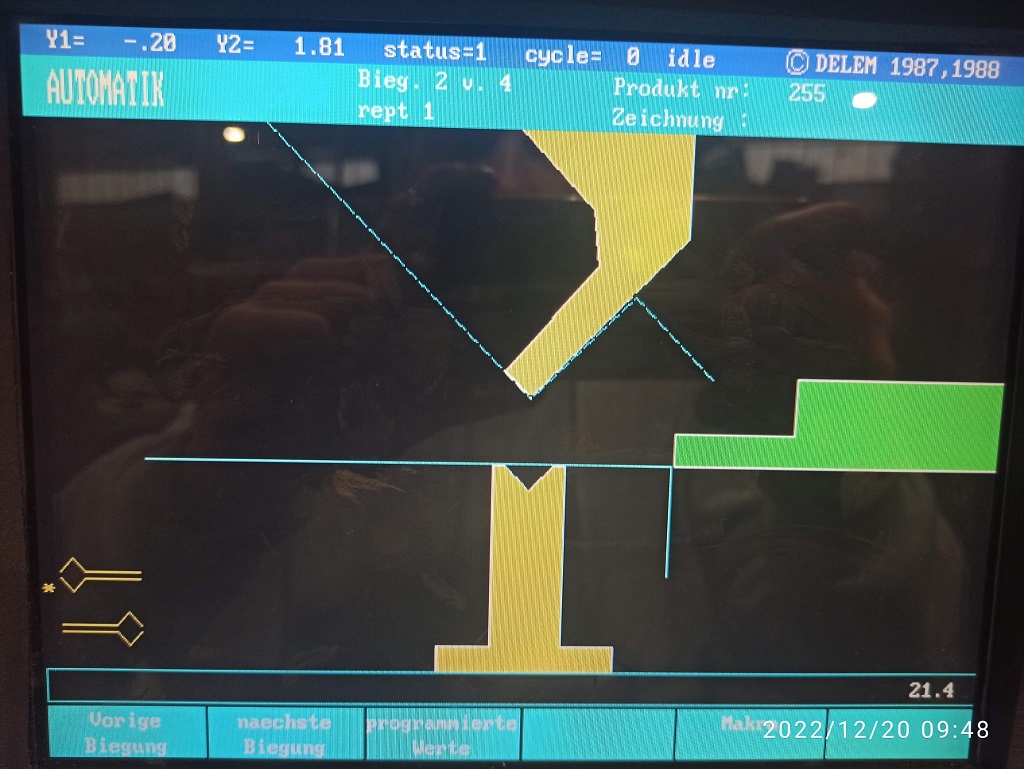

a co do trybu ręcznego to jaką bym nie wybrał wartość ujemną dla R to i tak po zatwierdzeniu pojawia się zero.
Dodane 1 minuta 7 sekundy:
jeżeli na stronach 5 i 6 są parametry od R to który parametr za co odpowiada?
Dodane 44 minuty 13 sekundy:
to jeszcze raz.
tutaj mam listę matryc:
jak widać matryca na pozycji 5 jest wysoka na 80mm i ją wybrałem do programu
w pierwszym gięciu wszystko jest ok program działa maszyna zagina:
a jeżeli maszyna ma się ustawić na drugie gięcie to się zawiesza i palce nie idą o 10mm poniżej zera gdzie i tak są w tym momencie wyżej o 20mm niż bym użył matrycy wysokiej na 60mm:
a co do trybu ręcznego to jaką bym nie wybrał wartość ujemną dla R to i tak po zatwierdzeniu pojawia się zero.
Dodane 1 minuta 7 sekundy:
jeżeli na stronach 5 i 6 są parametry od R to który parametr za co odpowiada?






